熱線電話
400-800-9806
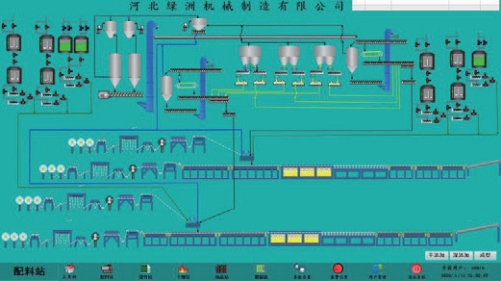
主營項目:石膏板生產線、石膏粉生產線、石膏裝飾板生產線等石膏設備
/ ????
|
|
產品詳情
|
熱線電話
400-800-9806
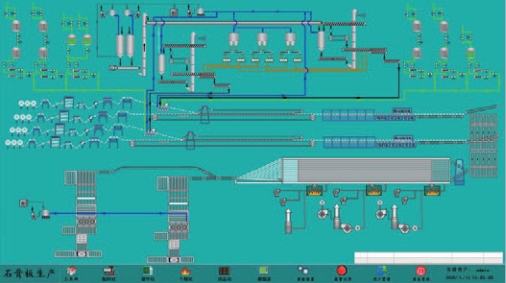
主營項目:石膏板生產線、石膏粉生產線、石膏裝飾板生產線等石膏設備
|
|
產品詳情
|